Everyone knows it, everyone loves it: Delicious pudding from a practical plastic tub. It's meant to look seductively good and high-class. And we also want to be able to trust that it won't have any dust, bacteria or disinfectant residue in it.
Feeling spoiled? Don't worry! That's exactly what the manufacturer and system builder want: To spoil their end consumers with a delicious, healthy product that they'll keep coming back to.
And it's no different for filling machine manufacturer VMS. VMS is constantly adding new tweaks and developments to optimize its machines so much that the end product can even be output without cooling.
Hygiene is crucial in the food industry
Daniela Kraft, Head of Marketing and Technology at VMS, knows this from her own experience: "Hygiene is also very important because of how damaging product returns can be for the food industry in particular – they not only cause bottlenecks in supply and high disposal costs for entire batches, but also long-term damage to the manufacturer's reputation." As such, a reliable production process that meets the highest hygiene standards is essential.
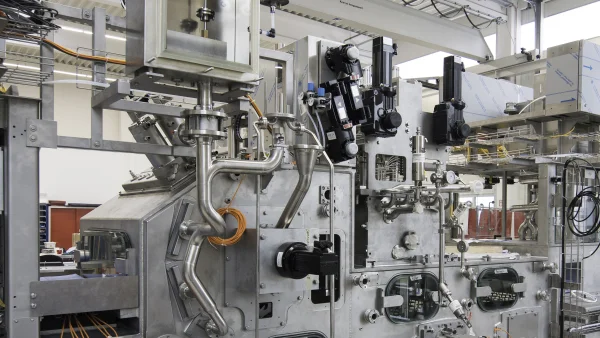
What makes the fully aseptic filling and sealing machines in the KONTIFILL® series so special is their design, which boasts a sealed machine tunnel. Everything in the system that comes into contact with the product – and thus has to be sterile – takes place in this sterile tunnel.
Level log6 sets top hygiene standards
Step by step, the tubs are transferred from the light barrier or electromechanical check to the dust blow-out section, after which they are disinfected using hydrogen peroxide (H2O2) and then dried with sterile hot air. This process is designed to kill off 99.9999% of all the bacteria on the tubs. "Level log6" is the name of this top market hygiene standard. The standard also ensures that the residual hydrogen peroxide is reduced to a minimum – less than 0.5 ppm.
In order to ensure compliance with this strict hygiene standard, the same demanding requirements must also be applied when sterilizing the lid with hydrogen peroxide at the lid applicator station. And last but not least, the cleaning and disinfection of the tunnel is also very important. Cleaning In Place (CIP) and Sterilization In Place (SIP) – these are the two "magic phrases" used to describe the multi-stage cleaning process, which takes approx. three hours to complete. During this process, all the components and pipelines are thoroughly sterilized with saturated steam at 143°C, and the sterile tunnel is disinfected with hydrogen peroxide.
However, every part of the drive technology is installed outside the sterile tunnel, and is thus not equipped with such measures.